
官方发布的最新动态,为您提供华洋一手资讯,从这里开始
机床定位把手快速锁紧原理与选型指南
在机械加工和工业制造中,定位把手作为一种基础操作部件,承担着工件固定、机构定位与设备调节等重要功能。尤其在现代快节奏的生产环境下,“快速锁紧”能力已成为评判定位把手优劣的关键指标。一款具备快速锁紧功能的定位把手远不止是简单的施力工具,它所内置的机械结构与精密的力学传递逻辑,才是决定加工效率与操作体验的核心。今天华洋将为您系统的解析机床定位把手的快速锁紧原理,并提供一套详实的选型参考。
一、定位把手的结构基础
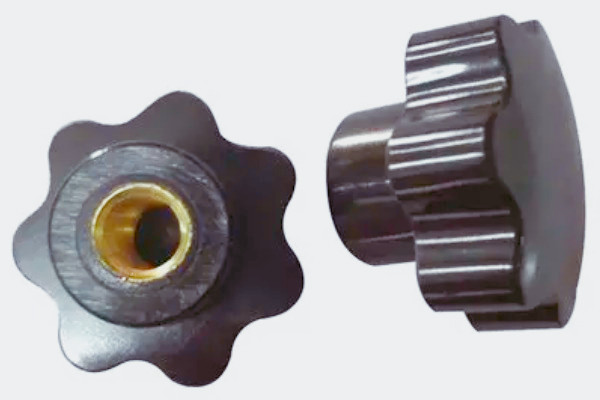
定位把手(position fixing knob)是2000年公布的机械工程名词,是一种用于机械设备的操作件,主要功能是实现定位和紧定。其典型结构包含把手、固定螺栓、弹簧及螺栓组件。固定螺栓的头部周缘为六边形,把手套筒的卡制部内周缘为十二边形,通过这种多边形配合实现定位功能。中国机械行业标准JB/T 7274.5-2014对定位把手的型式、尺寸及技术要求进行了规范。
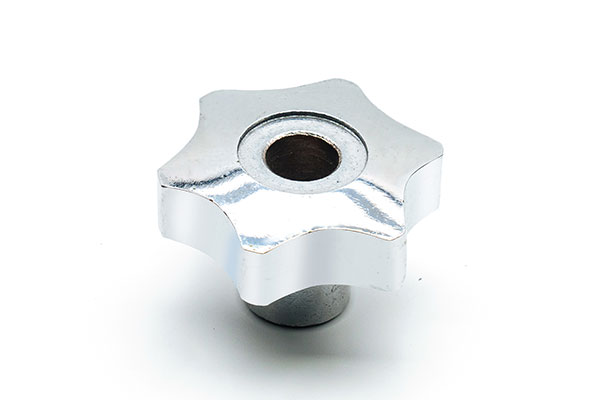
在材料方面,定位把手主要有塑料(PA/PP、胶木)和金属(锌合金、不锈钢、钢)两大类。塑料材质轻量、耐腐蚀,适合一般工况;金属材质耐高温、耐磨,适用于恶劣环境;有些产品还会在把手表面包覆TPR/橡胶,以提升高频手动操作时的握感。胶木材质的定位把手还具有优异的绝缘性能,可在高压电气设备上使用,避免操作人员触电。
二、快速锁紧的核心原理
所谓“快速锁紧”,是指在最短时间内完成机械部件从自由移动状态到稳定固定状态的切换。这一过程通常会涉及以下几种关键力学原理与技术。
1.曲柄-连杆-死点自锁机制
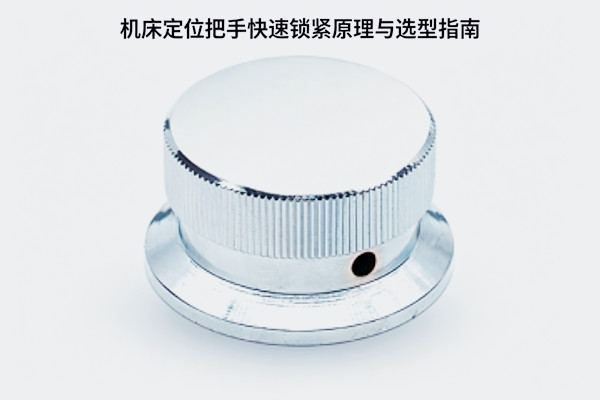
在常见的机械快速夹钳与快速锁紧定位把手设计中,最广泛应用的核心原理是源自连杆机构的“死点自锁”。当操作手柄转动时,夹钳连杆系统会带动压紧件运动,在运动接近末端并越过力臂死点位置后,系统将自动进入自锁状态(参见引言处)。此时无论外部负载如何作用,系统都很难反向松开,从而实现稳固的夹持。
这种结构的优势在于:手柄转动的角度较小,通常只需将把手旋转90°即可完成锁紧操作,操作者无需持续施力即可维持锁紧状态。典型的例子是快速分度锁紧器——只需一键操作,即可同时完成定位和固定,夹紧和松开的可视化以及操作完成时发出的“咔嚓”单击感,使零失误操作成为可能。
2.楔形自锁与锥面定位
楔形自锁是另一种实现快速锁定的物理结构。其基本逻辑是利用一个楔形块(斜面)将向下的操作力转化为水平方向的夹紧力。由于楔形面的升角小于摩擦角,在没有反向作用力的情况下,系统将保持极佳的随停固定状态。
锥面设计则在定位精度方面具有特殊优势——它利用圆锥面进行拘束,定位时不存在位置偏差,重复定位精度可达±0.05mm。常见的应用是将定位锁紧轴插入接受套,利用锥面引导自动对中,完成模具或工件与机床工作台之间的快速定位与锁紧。
3.偏心轮原理与螺纹传动
偏心轮原理主要应用在相对轻型的快速锁定机构中。通过转动手轮,利用偏心轮的径向误差尺寸变化压紧被锁零件。与螺纹传动相比,偏心锁定的运动行程非常短,往往可实现“拧一下瞬间锁紧”的效果。
传统的螺纹旋紧方式则需要靠操作者持续旋转以产生轴向锁紧力。因此,现代快速定位把手往往将这两种方式结合起来:使用螺旋产生轴向位移和初始预紧力,再利用偏心或者棘轮结构实现快速跳挡与辅助加力。目前市面上部分定位把手采用内外双螺纹或大螺距设计,只需转动半圈至一圈即可完成夹紧行程,大幅缩短了操作时间。
4.气压/液压驱动与零点定位系统
在大型自动化生产或重型数控加工设备上,视觉上或许没有“把手”,但频繁的“快速定位与锁紧”是由集成的液压或气压驱动及零点快换定位器来实现的。通过对零点定位器通入液压或气压,内部的滚珠向两侧散开,定位拉钉可自由进出;切断压力时滚珠向中心聚拢并锁紧定位拉钉,重复定位精度高达0.005mm,同时可提供5kN至30kN的夹紧力。
值得注意的是,装夹时间可缩短90%以上——只要托盘或工件上的定位拉钉大致对准定位器,拉钉上的锥面就会自动找到路径和中心并滑入定位器,整个过程只需几秒钟。滚珠从三个方向被裹夹,定位拉钉得以稳固地锁在零点定位器中,这种优化的受力分布方式有效防止了对滚珠的剪切载荷,确保了重载加工下的长期稳定性。
三、如何选型:定位把手选型关键参数
选型定位把手远非“随便买个把手装上”那么简单,必须贴合实际工况和操作动力学。以下是选型时需要重点考量的五个维度。
1.扭矩容量与安全裕度
扭矩容量是定位把手选型的首要指标。若把手用于重型机床的主要锁紧点,扭矩容量应明显高于实际所需锁紧扭矩以提供足够的安全余量。在一般的机加工调节定位场景,适配扭矩范围通常在5至50N·m之间(根据臂长与嵌件材质而定);而在重型龙门铣床等设备的主要锁紧点上,扭矩容量应不低于150至200N·m。
设计中有一条黄金法则——力矩等于力乘以力臂。把手手柄越长,就能提供越大的力矩。同时需要观察把手的金属内嵌件材质:钢制嵌件能提供更高的抗扭强度和抗疲劳性。
2.螺纹尺寸与安装方式匹配
定位把手通常带有各类内螺纹、外螺纹或通孔直插式等安装方式,用户需要检查设备原配螺纹的具体参数(包括公称直径、螺距、及螺栓长度),以确保安装配合精确,防止因螺纹错配造成的滑牙或零件报废。
常见螺纹规格从小至大依次为M5、M6、M8、M10、M12、M16,尺寸由M6×50至M16×144不等。经验上,当M6螺纹规格操作频次极高或冲击载荷较大时,建议跳升一阶选用M8或M10尺寸,避免因螺纹过早疲劳或意外大力拉扯而失效。
3.材料与表面处理
定位把手的材质直接影响其结构强度、耐腐蚀性和操作手感。塑料材质的轻量耐腐蚀优点使其在一般工况中应用广泛,而金属材质耐高温耐磨,尤其适合多粉尘、多切削液、多油污的恶劣环境。
表面处理同样不可忽视——喷砂或镀亮铬处理能显著提升抗氧化耐候性能,发黑处理则能增强防锈性能。机床工作环境常常伴有冷却液与腐蚀性切削油,选型时应确认把手是否具备对应的耐腐蚀认证或厂家质保说明。
4.人体工学设计
现代工业4.0与智能化车间,强调机器的最终使用者——人的体验。定位把手的边缘应经过圆角处理,表面应有防滑滚花或纹理设计,以增强握持时的摩擦力,避免因汗水或油污导致的滑脱风险。
把手长度应能提供足够的杠杆臂,但需避免过长导致操作空间受限或与其他部件产生干涉。对于需要高频操作的场合,可以考虑带有软橡胶包覆或圆润抹角设计的定位把手,以减轻操作者长期使用后的手部疲劳。高频翻转或空间受限的设备,则可选用折叠式或可拆卸式的定位把手,便于在非操作时段让结构回缩或隐藏,兼顾安全与美观。
5.防振自锁与快速锁紧功能
对于机加工设备而言,机器本身的巨大切削力和振动是定位把手的“天然敌人”。对用于重型机床锁紧的定位把手而言,建议在有振动冲击的场合选择带有尼龙锁紧环、弹簧垫圈或内置预压自锁结构的定位把手,防止单纯的金属螺纹接触在长期振动应力下出现松动。
若设备要求同时实现定位与锁紧一体化,可选择快速分度锁紧器一类的产品。此类锁紧器应用圆锥销进行定位和固定,由于用圆锥面进行拘束,不存在位置偏差,对于滑动方向产生的载荷也不会产生位置偏差。
四、典型应用场景
不同类型的定位把手适用于不同的机加工场景:
数控机床工作台定位夹紧:选用带有金属嵌件和自锁结构的可调位紧定把手,确保在切削振动下保持夹紧力稳定。
工装与模具快换:选用零点定位器与定位拉钉的组合方案,实现几秒钟内的快速换模,大幅减少辅助时间。
自动化生产线调节点:选用加长型或金属加强型的转动手柄,兼顾大扭矩传递与高频操作。
电气控制柜与实验仪器:优选绝缘性能优异的胶木把手,或表面抗菌易清洁的材质。
五、安装维护建议
选型正确的定位把手,还需辅以正确的安装方法才能发挥最佳性能。将把手安装孔对准设备轴杆,插入定位销或键进行周向固定,再从背面穿过螺栓,套入弹簧垫圈和平垫圈,用螺母拧紧至规定扭矩——同时需注意避免过度拧紧,否则可能导致胶木把手开裂。日常检查应成为机床维护的一部分,定期检查把手的完整性、固定状态和旋转顺畅度,及时发现和处理问题。
从机械传动到气液驱动,从基础支撑到精密定位,一件看似小巧的定位把手背后藏着众多工程智慧和设计哲学。正确理解快速锁紧原理并科学选型,不仅能让机器运行更高效,也能让操作者的手感与安全得到全面保护。在智能制造时代,机床定位把手早已不再是简单的“操作附件”,而是承载工艺精度、人员安全与设备寿命的关键细节。掌握选型的底层逻辑,往往就能从这一“细小切口”洞察整机效能的大幅跃升。
上一篇:机床紧固手柄的防松设计有多重要?
相关资讯
-
 2022-12-14
2022-12-14 -
 2025-07-16
2025-07-16 -
 2026-02-24
2026-02-24 -
 2022-12-14
2022-12-14 -
 2025-12-12
2025-12-12








 联系我们:
联系我们: